
| 珩磨夾具 | 配備珩磨頭連接類型 | 適用範圍 | 集中誤差(毫米) |
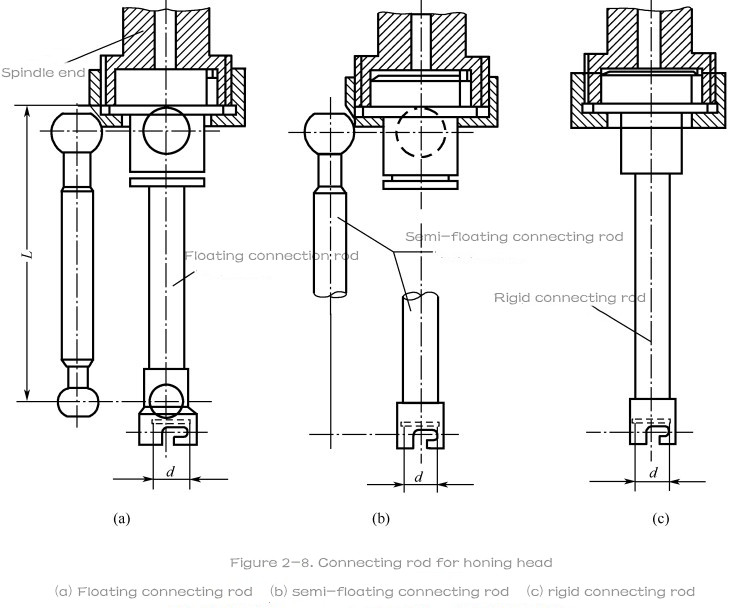
| 固定夾具 | 浮動連接 | 大、中孔、長孔在複雜和不規則零件中,如各種氣缸孔和氣缸套孔,可以得到更好的效果。 | <0.08 |
| 半浮動連接 | 盲孔和短孔采用短磨石加工,但珩磨夾具和主軸引起的誤差容易受到影響,需要穩定的對準精度以確保珩磨質量 | <0.05 | |
| 剛性連接 | 在批量生產中,對具有規則形狀的小孔和工件孔進行精密珩磨需要高精度的對準。 | ≤0.01 | |
| 平浮動 | 剛性連接 | 珩磨短孔(L < D),如連接孔、齒輪孔等。軸與孔端麵之間的垂直誤差可以適當校正,珩磨精度高 | <0.02 |
| 半浮動連接 | 當珩磨主軸不太高且珩磨夾具浮子小於1.0mm時,珩磨孔可以獲得高精度 | <0.05 | |
| 球形浮動夾具 | 剛性連接 | 適用於珩磨各種小孔。在良好的對齊下,可以獲得具有高直線度和均勻表麵粗糙度的孔 | <0.02 |
| 半浮動連接 | 適用於珩磨中孔和小孔,在較長的磨石或導向條件下可獲得更高的珩磨精度 | <0.05 |
| 表2-3 珩磨石截麵尺寸和數量的選擇 | |||
| 珩磨孔徑 | 磨石數量/件 | 磨石截麵尺寸 (B X H) |
金剛石磨石截麵尺寸 (B X H ) |
| 5~10 | 1~2 | — | 1.5 X 2.5 |
| 10~13 | 2 | 2 X 1.5 | 2 X 1.5 |
| 13~16 | 3 | 3 X 2.5 | 2 X 1.5 |
| 16~24 | 3 | 4 X 3.0 | 3 X 3.0 |
| 24~37 | 4 | 6 X 4.0 | 4 X 4.0 |
| 37~46 | 3~4 | 9 X 6.0 | 4 X 4.0 |
| 46~75 | 4~6 | 9 X 8.0 | 5 X 6.0 |
| 75~110 | 6~8 | 10 X 9.12 X 10 | 5 X 6.0 |
| 110~190 | 6~8 | 12 X 10.14 X 12 | 6 X 6.0 |
| 190~310 | 8~10 | 16 X 13.20 X 20 | — |
| >300 | >10 | 20 X 20.25 X 25 | — |
| 表2-4 珩磨石磨料的選擇 | |||
| 磨料名稱 | 代號 | 適合加工的材料 | 應用範圍 |
| 棕色熔融氧化鋁 | A | 未淬火碳鋼、合金鋼等 | 粗珩磨 |
| 白色熔融氧化鋁 | WA | 熱處理碳鋼、合金鋼等 | 精珩、半精珩磨 |
| 單晶剛玉 | SA | 韌性好的軸承鋼、不鏽鋼、耐熱鋼等 | 粗珩、精珩 |
| 單晶熔融氧化鋁 | PA | 各種硬化和未硬化鋼件 | 精細珩磨 |
| 鉻剛玉 | C | 鑄鐵、銅、鋁等非金屬材料 | 精細珩磨 |
| 黑色碳化矽 | GC | 鑄鐵、銅、鋁等主要用於鋼及各種脆性金屬及非金屬材料的淬火 | 精細珩磨 |
| 人造金剛石 | MBD6~8 | 各種鋼、鑄鐵及脆性、硬質金屬及非金屬材料,如硬質合金 | 粗珩、半精珩磨 |
| 立方氮化硼 | CBN | 合金鋼具有良好的韌性和高硬度和強度 | 粗珩、精珩 |
| 表2-6 珩磨石硬度的選擇 | |||
| 磨石粒度 | 珩磨餘量(直徑/毫米) | 磨石硬度 | |
| 鋼製零件 | 鑄件 | ||
| 100#~150# | 0.05~0.5 0.01~0.1 |
L~Q N~T |
N~T Q~Y |
| 180#~280# | 0.05~0.5 0.01~0.1 |
J~P L~S |
L~R Q~T |
| W40~W20 | 0.05~0.15 0.01~0.05 |
E~M M~R |
K~Q M~T |
| 注:(1)在正常珩磨條件下,磨石的硬度應在示範區內較軟。 (2)工件材料硬度變化時,磨石硬度應沿相反方向變化1~2小步長 |
|||
.png)