01

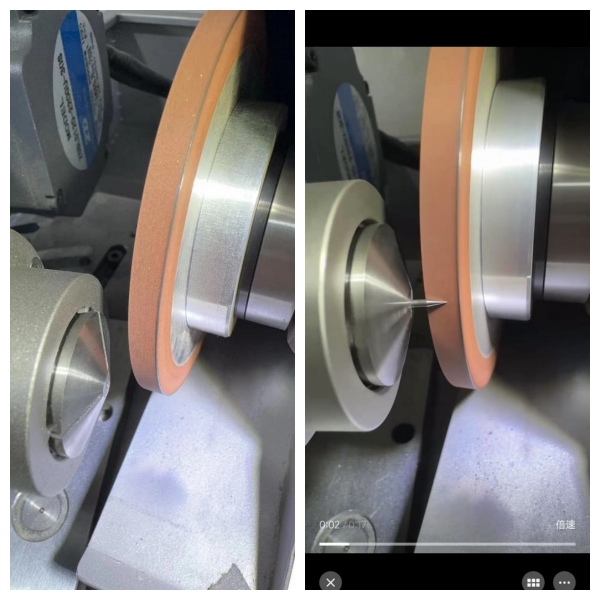
規格:D200xH40xT18.5xW3x2X 180#
樹脂CBN砂輪,加工高速鋼滾刀
客戶反饋有點磨不動,進刀量0.8-1絲,再多就出現冒煙的情況,磨不進去。
一般情況下,砂輪磨不動主要有以下幾個原因:
1、砂輪磨料選擇不當
2、砂輪硬度不合適
3、進刀量問題
4、砂輪磨損或堵塞
5、工件材質問題
6、磨削熱影響
7、砂輪安裝與傳動問題
8、冷卻液問題
綜上所述,針對砂輪磨不動的問題,我們需要從砂輪磨料選擇、砂輪硬度、進刀量、砂輪磨損與修整、工件材質、磨削熱、砂輪安裝與傳動以及冷卻液等方麵進行綜合分析和解決。
通過合理選擇和調整這些因素,我們可以有效提高砂輪的磨削效果,確保工件加工質量和生產效率的提升。
解決方案:
1、CBN砂輪普遍偏硬,砂輪配方調軟
2、粒度盡可能地做粗,提升效率,與客戶確磨出來滾刀粗糙度是否合格,再看是否用調整。
02
.jpg)
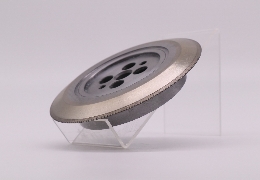
規格:D100-25.4-8-6 600#
加工對象:鎢鋼,幹磨
客戶反饋砂輪很好用,效率高,粗糙度好
目前有個小問題,之前的用的砂輪也會出現:
加工的時候,砂輪右側棱的位置有堆積粘粘的東西,客戶懷疑是樹脂裏的膠,不管他的話會越來越多,要修砂輪。看能不能改變砂輪的原料,防止這種東西的產生。
分析:
圖片上看,客戶刀具是不完全過砂輪外圓的,所以邊邊位置沒有磨到,砂輪本身和鎢鋼發生摩擦就會出現類似的粘性堆積,再加上是幹磨。
解決方案:
1、刀具行程加大,過砂輪即可
2、砂輪厚度做窄1-2mm就可以解決
河南磨澳始終致力於研發和生產更先進的金剛石及CBN砂輪,以提供給客戶完善的磨削解決方案!
用磨削創造比磨削更多的價值!!!








____.jpg)










