為軋輥磨削選擇合適的砂輪
為軋輥磨削選擇合適的砂輪
軋輥是軋機的重要部件,利用一對或一組軋輥產生的壓力來軋製鋼材,主要承受軋製過程中的動、靜載荷、磨損和溫度變化的影響。作為軋機最重要的易損件,軋輥的生產工藝複雜。
除了常見的金屬輥以外,還有陶瓷輥、橡膠輥等非金屬輥。
軋輥磨損後必須進行修磨,因此軋輥磨削在軋鋼生產中占有重要的地位,輥型精度是軋輥磨削的一項重要質量指標,包括輥型精度和圓度,它們是直接影響軋製產品形狀精度的關鍵因素。
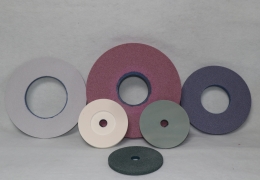
對於磨削鍛鋼、鑄鋼、鑄鐵和高速鋼軋輥,我們可以使用剛玉或CBN砂輪。
對於研磨合金和非金屬(例如陶瓷和橡膠輥),我們使用碳化矽或金剛石砂輪。
河南磨澳可以為軋輥行業提供完整的磨削解決方案,包括用於軋輥外圓磨削和槽麵磨削的樹脂/金屬/電鍍金剛石和CBN砂輪。
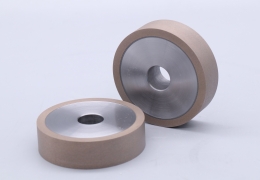
大直徑樹脂金剛石砂輪:
河南磨澳生產各種標準和定製砂輪,最大可達 914mm。
大直徑樹脂輥砂輪采用塊壓製或段壓製而成,切削力強,每次通過的進給量大,去除量大,大大提高了磨削性能,非常適合事故輥和裂紋輥,不會產生劃痕或顫動。
樹脂金剛石砂輪磨軋輥的用途:
樹脂金剛石砂輪可磨削碳化鎢噴塗輥、氧化鉻噴塗輥、高速鋼輥、硬質合金輥、不鏽鋼輥。
用於滾槽的金屬4B9金剛石和CBN砂輪:
滾槽傳統上用於輕型或薄壁管道以及各種管道尺寸和壁厚,而不會影響管道接頭的性能或降低流速。
槽型輥槽麵磨削用電鍍金剛石砂輪(優點):
* 磨削速度高,生產率高
* 磨削後表麵光潔度好
* 輪廓穩定性高
* 使用壽命長
* 機器負荷極低
軋輥砂輪用於磨削熱軋機、冷軋機、森齊默軋機、鋁軋機的工作輥和支撐輥,磨削鍍鉻輥和橡膠輥。軋輥砂輪用於鋼鐵、黃銅、銅、鋁、印刷紙和紡織工業等軋輥的再磨削和生產磨削。
選擇適合軋輥磨削的砂輪是確保磨削質量和效率的關鍵之一。
以下是選擇軋輥磨削砂輪時需要考慮的關鍵因素:
01磨削材料:
首先要確定要磨削的軋輥材料,例如鑄鐵、鋼鐵、合金鋼等,不同材料的軋輥需要使用不同種類的砂輪。通常來說,硬度較高的軋輥需要使用砂輪的磨料顆粒較為堅硬的類型。
02砂輪類型:
砂輪可以分為多種類型,例如磨料砂輪(例如氧化鋁磨料砂輪)、結合劑砂輪(例如樹脂結合劑、金屬結合劑)、超硬磨料砂輪(例如CBN砂輪、金剛石砂輪)等。根據具體的磨削要求和軋輥材料選擇合適的砂輪類型。
03砂輪尺寸和形狀:
● 確定砂輪的直徑、厚度和孔徑等尺寸,確保與磨削設備的要求和軋輥的尺寸相匹配。
● 根據軋輥的幾何形狀,選擇合適的砂輪形狀(如平砂輪、碟形砂輪、圓柱砂輪等)。
04砂輪硬度和結合劑:
考慮砂輪的硬度和結合劑類型,確保其與軋輥材料和磨削條件相匹配。通常情況下,對於較硬的材料,需要選擇硬度更高的砂輪以確保磨削效率和壽命。
05砂輪粒度:
砂輪的磨料顆粒大小決定了磨削表麵的粗糙度和效率。粗粒砂輪適合快速去除材料,而細粒砂輪適合精密磨削。根據軋輥表麵質量的要求選擇合適的砂輪粒度。
06安全和環保考慮:
確保選用的砂輪符合安全標準,並考慮其對環境的影響。選擇符合認證的砂輪品牌或製造商,以確保質量和安全性。
綜上所述,選擇軋輥磨削砂輪時需要綜合考慮軋輥材料、砂輪類型、尺寸、硬度、粒度以及安全等因素,以確保磨削過程的效率和質量。最好在磨削專家的指導下進行選擇,以確保選用的砂輪符合具體應用的要求。