
雙端麵磨削(DDG),是一種零部件端麵高效加工的磨削工藝,使用兩個相對安置的砂輪同時磨削工件的兩個端麵,通常一次磨削可使兩邊保證同等的切削餘量。雙端麵磨削工藝可減少定位誤差和加工誤差,還可以保證工件很高的平麵度和兩平麵的平行度。在使用過程中需要用修整輪修整磨盤的平麵,根據金剛石和CBN磨盤的不同粒度、精度選擇修整輪,使修整更容易、更節省時間。
什麼是砂輪的修整?
砂輪修整簡單點說,就是用修整工具將砂輪修整成形或修去磨鈍的表層,以恢複工作麵的磨削性能和正確的幾何形狀的操作過程。
1.砂輪在使用中,會隨著磨削的進行而消耗,失去原有形狀,由於砂輪硬度的不均勻及磨粒工作條件的不同,使砂輪工作表麵磨損不均勻,各部位磨粒脫落多少不等,致使砂輪喪失外形粘度影響工件表麵的形狀精度及表麵粗糙度。
2.砂輪的磨粒在摩擦、擠壓作用下,它的棱角逐漸磨圓變鈍,或者在磨韌性材料時,磨屑常常嵌塞在砂輪表麵的孔隙中,使砂輪表麵堵塞,喪失切削能力。這時,砂輪與工件之間會產生打滑現象,並可能引起振動和出現噪聲,使磨削效率下降,表麵粗糙度變差。同時由於磨削力及磨削熱的增加,會引起工作變形和影響磨削精度,嚴重時還會使磨削表麵出現燒傷和細小裂紋。
修整是決定砂輪表麵微觀形貌和表麵宏觀輪廓的關鍵因素,而表麵微觀形貌和表麵宏觀輪廓又決定了砂輪的磨削性能。“磨削的關鍵是修整”一直是磨礦界的共識。由此可見,選對修整工具是多麼的重要。
如何在雙端麵磨床上進行雙端麵磨盤的修整?

1. 先將上研磨盤升起,將上研磨盤移出,工人們再將研磨盤中的工件及行星輪拿出來。
2. 謹慎清洗硏磨盤上麵的少量顆粒,避免出現劃傷硏磨盤(砂輪)現象;在清洗硏磨盤時,可開動下盤的轉動,然後利用轉速來甩掉殘留在硏磨盤上的雜質顆粒,甩動砂輪研磨盤的同時可倒入清洗液一同清洗。
3. 放入行星輪,然後再將修整環裝入行星輪內,讓行星輪帶動修整環來修正研磨盤(砂輪),修正一次大概15s-3min左右(正常我們推薦新盤上機修1分鍾,正常使用後,每次修整整開刃15秒即可,不過具體修整整參數還要根據客戶實際使用情況調整)。
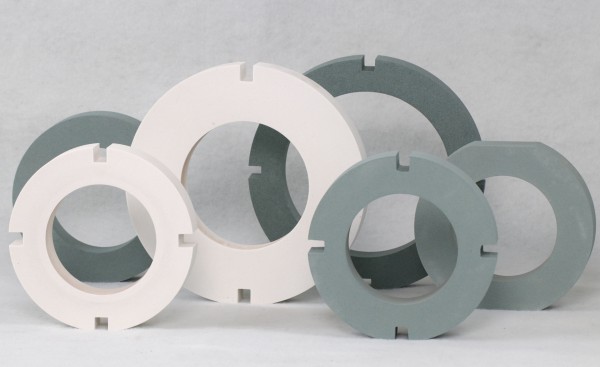
陶瓷雙端麵研磨盤修整環推薦
針對陶瓷雙端麵研磨盤的自身特點和磨削性能,我們推出白剛玉(WA)和綠碳化矽(GC)修整環。
1. 采用科學的孔徑與外徑尺寸使修整更合理。
2. 根據不同粒度、尺寸的金剛石,CBN研磨盤配套相應的修整砂輪,使修整更簡單,更省時。
3. 兼修銳與整形為一體既保證研磨盤型麵,又使金剛石,CBN磨粒銳利如新。
磨盤修整環特點
1. 開刃修整所用時間短
2. 開刃修整平行度能達到0.02mm
3. 開刃修整後研磨盤鋒利度好
4. 開刃修整後磨削工件數量多,修整頻次降低
規格一般外徑有205mm, 280mm, 330mm,厚度30-60mm等,一般700盤用外徑205mm修整環內孔127 mm; 860-1050mm盤用280mm外徑修整環內孔220mm,規格盤用330mm外徑修整環. 一組用3片或者4片.
修整環具體規格:
GC/WA 205*40*127
GC/WA 205*60*127
GC/WA 228*40*127
GC/WA 230*40*127
GC/WA 280*40*200
GC/WA 280*60*200
GC/WA 330*40*200
GC/WA 330*60*200
粒度:100#-320#
可根據客戶具體設備和使用工況, 修整環尺寸厚度粒度可定製。
河南磨澳不僅能為您提供高效的磨削解決方案, 同時還能為您的磨削提供配套的修整方案。






.jpg)










