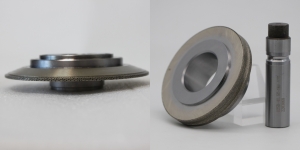
高精度金剛石修整滾輪
.jpg)
簡稱金剛石滾輪或滾輪,是用於大批量成型磨削的專用機床和齒輪磨床加工的高效率、高壽命、低成本的砂輪修整工具。
金剛石滾輪的工作原理是:通過安裝在磨床的修整裝置上,金剛石滾輪修整普通陶瓷砂輪或CBN砂輪,砂輪成型後再磨削零件,從而將金剛石滾輪的外形輪廓及精度、尺寸通過砂輪複製到被加工的零件表麵。其特點是機床操作簡單,對操作工人的技術要求不高,加工的產品精度一致性好,質量穩定,能顯著提高生產效率和產品質量,降低製造成本,容易實現磨削加工自動化。與傳統的單點金剛石筆修整相比,生產效率大幅度提高,且加工出的零件表麵質量和精度更高,特別適合高精度、大批量生產中。
金剛石修整滾輪與傳統的單點金剛石筆修整比較
金剛石修整滾輪 單點金剛石修整筆

| |
金剛石修整滾輪 |
單點金剛石修整筆 |
| 生產效率 |
高 |
低 |
| 加工精度一致性 |
好 |
差 |
| 複雜型麵修整能力 |
好 |
差 |
| 對操作工人技術水平的依賴程度 |
低 |
高 |
| 零件加工質量 |
高 |
與工人技術水平有關 |
使用注意事項
(1) 金剛石的粒度較被修整砂輪的粒度應粗一號,還要選擇金剛石顆粒尺寸接近一致,顆粒形狀近似球形,常用粒度為36 # ~100 # 。
(2) 通常采用滾輪與砂輪接觸點處線速度方向同向、滾輪線速度與砂輪線速度之比( qd 值) 取+ 0. 3~ + 0. 7 較好,不得超過+ 1;修整時滾輪切入量以砂輪每轉切入0. 5~1 μm 為宜,每次修整砂輪的總量應為0. 02~0. 04 mm;光修時間盡量壓縮。
(3) 金剛石滾輪的製造誤差應小於工件公差的1/ 2 左右,滾輪孔與安裝軸承的配合間隙為2~4 μm。
(4) 可采用天然或人造金剛石,人造金剛石必須采用高強度等級鑽石,如磨鋼專用金剛石SCD或高強度金剛石SMD。
(5) 滾輪製造時,一般精度的滾輪可用外鍍法和燒結法,高精度和複雜型麵滾輪應用內鍍法製造,同時進行磨削修整。
(6) 金剛石滾輪修整砂輪時必須遵守快進(不能碰上砂輪) →慢進(按需要的切入速度進給) →光修→退出的動作程序,不得錯步,否則滾輪壽命難以保證。
金剛石滾輪的輪廓形狀、尺寸和精度是根據被加工零件的相應技術要求而設計製造的,按用戶機床上的修整裝置的連接尺寸要求而定。





.jpg)










