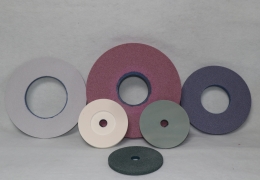
為什麼砂輪需要修整?
在磨削過程中,砂輪片的磨粒在摩擦、擠壓作用下,它的棱角逐漸磨圓變鈍,或者在磨韌性材料時,磨屑常常嵌塞在砂輪表麵的孔隙中,使砂輪片表麵堵塞,最後使砂輪片喪失切削能力。 這時,砂輪片與工件之間會產生打滑現象,並可能引起振動和出現噪聲,使磨削效率下降,表麵粗糙度變差。同時由於磨削力及磨削熱的增加,會引起工作變形和影響磨削精度,嚴重時還會使磨削表麵出現燒傷和細小裂紋。修整普磨砂輪的方法主要有兩種一是使用金剛石修整筆。二是使用金剛石滾輪。
金剛石修整筆
.jpg)
.jpg)
.jpg)
| 修整類型 | 修整深度 (mm) |
進給深度 (mm/r) |
切削刃數 (個/mm2) |
切刃間隙 (mm) |
| 普通 | 20 | 0.128 | 235 | 0.242 |
| 精密 | 10 | 0.064 | - | - |
| 超精密 | 2.5 | 0.023 | 413 | - |
多晶金剛石修整筆,硬度不高,適合修整粗粒度砂輪40# 60#,比如棕剛玉 白剛玉 鉻剛玉砂輪等。 單晶修整筆更適合修整細粒度砂輪,但是也通用,價格會筆多晶的貴一些,適合修整單晶剛玉,碳化矽砂輪等。單晶修整筆的硬度高,在使用時進刀要小,進刀量0.01-0.02,冷卻液需要碰到刀尖上,可以減少熱量。
使用金剛石修整筆修整砂輪時需要注意
1.在放置金剛石修整筆頭到夾座時,注意不要撞擊到砂輪表麵。
2.不能將單點的金剛石修整筆頭垂直地對準砂輪中心,一般需傾斜10-15°。
3.不能對發熱的修整工具進行“淬火”(指突然變冷)。在幹式修整時,必須保持兩次修整的間隔時間,足以使發熱的修整工具冷卻。
4.不能假定砂輪表麵有理想的平整。在開始修整時,找出砂輪的最高點位置,進行修整。
5.如果可能的話,每次砂輪的修除量盡可能小一些,以免在砂輪的修除量裏引起金剛石修整筆頭的過早磨耗和經常破碎。
6.但也不能每次修除太小的餘量。對於在舊的或剛性差的機床上使用的砂輪可以不進行修整。
7.注意修整中不能在一個位置上停留太長的時間。這樣將會使砂輪表麵拋光,產生高溫和損壞金剛石修整筆。每天至少轉動修整工具一次。
8.不能繼續使用磨損或損傷了的修整工具。應及時對它進行調整或替換。
9.不能在粗修整時選擇過大修除量和太快的橫向進給速度,然後在精修整時再選擇小修除量和緩慢的橫向進給速度。這樣將會很快地損壞金剛石修整筆。如果可能的話,建議粗修整和精修整時,選擇同樣的橫向進給速度。
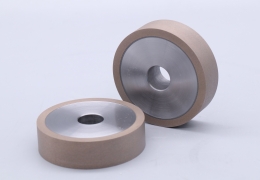
金剛石滾輪
金剛石滾輪製造複雜,造價高,但經久耐用,修整效率高,適於在大批量生產中修整磨削特殊成形表麵(如螺紋、齒輪和渦輪葉片榫等)
.jpg)
.jpg)
使用金剛石滾輪修整砂輪時需要注意
1. 金剛石的粒度較被修整砂輪的粒度應粗一號,還要選擇金剛石顆粒尺寸接近一致,顆粒形狀近似球形,常用粒度為36 # ~100 #
2. 通常采用滾輪與砂輪接觸點處線速度方向同向、滾輪線速度與砂輪線速度之比( qd 值) 取+ 0. 3~ + 0. 7 較好,不得超過+ 1;修整時滾輪切入量以砂輪每轉切入0. 5~1 μm 為宜,每次修整砂輪的總量應為0. 02~0. 04 mm;光修時間盡量壓縮。
3.金剛石滾輪的製造誤差應小於工件公差的1/ 2 左右,滾輪孔與安裝軸承的配合間隙為2~4 μm。
4. 可采用天然或人造金剛石,人造金剛石必須采用高強度等級鑽石,如磨鋼專用金剛石SCD或高強度金剛石SMD。
5.滾輪製造時,一般精度的滾輪可用外鍍法和燒結法,高精度和複雜型麵滾輪應用內鍍法製造,同時進行磨削修整。
6. 金剛石滾輪修整砂輪時必須遵守快進(不能碰上砂輪) →慢進(按需要的切入速度進給) →光修→退出的動作程序,不得錯步,否則滾輪壽命難以保證。
河南磨澳始終堅持生產高質量產品,可定製各種規格的金剛石修整筆以及金剛石滾輪。磨澳致力於提供完備的磨削解決方案。