8月11日,由ATC主辦的“2022新動力總成機加工技術峰會”於杭州市順利舉行。本次會議圍繞電氣化轉型下動力總成製造新技術、產線柔性化規劃與改造.電動機軸磨削加工、變速器齒輪珩齒加工等製造技術與熱點話題進行了重點探討。
我司Alan(汽車領域磨削負責人)代表磨澳團隊出席了活動,他表示本場論壇幹貨滿滿、收獲頗多。在此,感謝他為大家帶來精彩的內容分享。
 論壇內容
論壇內容
★ 全麵電氣化轉型下動力總成製造新技術的實踐和探索
★ 新動力總成機加工解決方案及實例
★ 從設計開始定義各個部件的製造工藝標準的分享
★ 新動力總成製造下產線柔性化規劃與局部改造案例
★ 新能源電動機軸磨削加工應用方案
參會企業領域
磨削角度看ATC

本次論壇著重探討了混動汽車和純電汽車最新的技術發展和新型機加工方案。
新能源汽車動力係統核心工件:
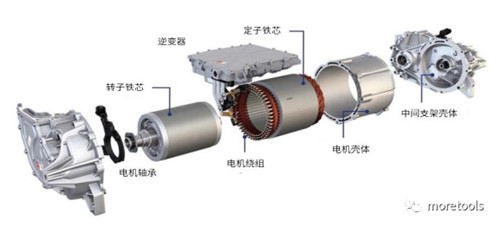
電機軸 (空心)
輸入軸
中間軸
主減齒輪
相較於傳統汽車,新能源汽車動力總成係統對齒輪的要求:
1,齒輪精度3-5級。
2,非常低的表麵波紋度要求。
3,表麵粗糙度要求越來越高。
4,更高的形位公差要求來降低不穩定性。
新能源汽車電機/變速器零件磨削特點:
(1)電驅係統電機轉速更高,可達15000~30000RPM,因此對電機軸的圓度以及表麵質量提出了更高的要求。
(2)減速器齒輪和齒輪軸的精度要求更高,以及非常嚴苛的噪音要求。
(3)變速箱擋位少,傳動軸長度相對較短。
需要我們磨削行業重點關注:由於電機軸直接由電機驅動,轉速很高,這就對電機軸的圓度有很高要求。
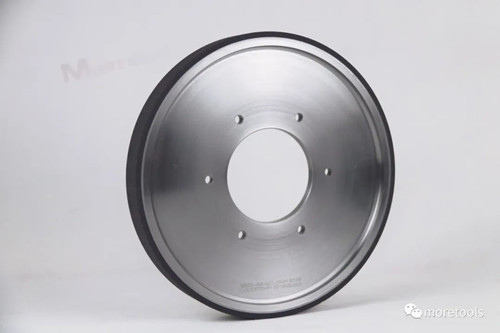
磨澳陶瓷CBN砂輪用於磨削電機軸:
磨澳金剛石修整滾輪
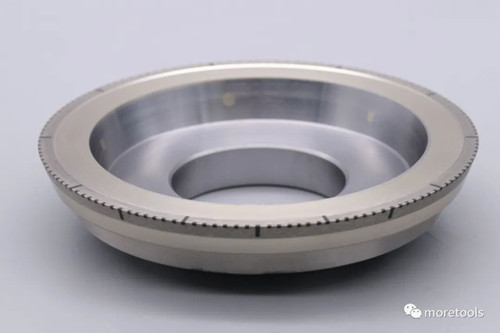
磨澳
金剛石內圓磨頭
 新能源汽車平衡軸加工難點:
新能源汽車平衡軸加工難點:
(1)不規則細長軸,剛性差,不能大力進刀。
(2)半圓軸頸,邊緣帶內凹的倒角,砂輪容易變形。
(3)精度要求高。砂輪需要頻繁修整。
磨床內容分享
EMAG機床: 車磨工藝。車磨複合加工機床,電機軸,輸入軸,中間軸都可通過一次裝夾來完成加工,節省裝卸時間的同時也避免了因重複裝夾造成的精度不穩定性。
Studer磨床:1912成立的老牌磨床品牌,總部位於瑞士。人造花崗岩床身,人造花崗岩材質與傳統鑄鐵相比較的優勢:優異的吸震特性(6-8倍),出色的熱穩定(3倍以上),卓越的化學穩定性,無殘餘應力,突出的結構剛性,無需特殊地基。主軸圓度精度<0.4um,還可選0.2um,0.1um.尾架精密微調,精度0.0001mm.
山高刀具:介紹了新能源電機各部分零件如何加工,以及應該使用何種刀具進行加工。他們有著強大的技術團隊和經驗積累。設計加工方案也是我們都可以學習借鑒。
總 結
現在的機床都在朝著複合加工發展,之前是車銑鏜複合,現在是車磨複合。我們可以預見,今後的機床會朝著把複雜工件一次裝夾加工完成的方向發展。對於我們的要求也會更高,不僅要懂磨削,也要懂車削,一站式給客戶提供全套的產品和服務!
















